
СТАНОК-МАТЕМАТИК
А. НЕСМЕЛОВ Рис. В. СКУМПЭ
Можно утверждать, что первый сверлильщик обладал незаурядным терпением и выносливостью: чтобы просверлить отверстие в камне толщиной 40 мм, ему надо было заниматься адской работой в течение ста часов. Попробуйте повторить это. Схему сверлильного устройства, которым пользовались люди каменного века, вы видите на рисунке. Она довольно проста: сверло — заостренный стержень из твердого дерева, вокруг него тетива лука; сверло прижимается к обрабатываемому камню деревянной рукояткой, двигатель — ваши руки. Только не забывайте подсыпать песку в выемку.
Впрочем, лучше не пробовать. Редко кто сможет одолеть камень таким способом. Тем более что мы познакомим вас сегодня со станками, которые шутя сверлят отверстия длиной в 30 м и более.
Отверстия стали непременным конструктивным элементом всех машин и механизмов. В одной детали тракторного мотора, например, их более шестидесяти. Есть отверстия и в сложном станке, и в обыкновенном дверном замке, и в перочинном ноже, и в авторучке. Говоря об отверстиях, мы обычно представляем их круглыми. Но это не так. Отверстия могут быть глухие и сквозные, гладкие и ступенчатые, круглые и многогранные, цилиндрические и конические. К тому же каждое имеет различное значение. В одни отверстия должны свободно проходить болты или заклепки, соединяющие две детали; требования при изготовлении таких отверстий невелики. Другие служат опорами вращающихся валов — эти уже обрабатываются с высокой точностью.
Все виды подобных работ — и тонких и менее аккуратных —- выполняются на станках одной группы — сверлильной. Вы встретите их на любом машиностроительном заводе, в любой механической мастерской. В этой группе, точно так же как и в токарной (см. «Юный техник» № 12, 1967 г.), существуют свои контрасты: на одних станках за работой режущего инструмента надо следить через лупу, другие, напротив, так велики, что рабочий рядом кажется карликом. Таков круг обязанностей сверлильных станков.
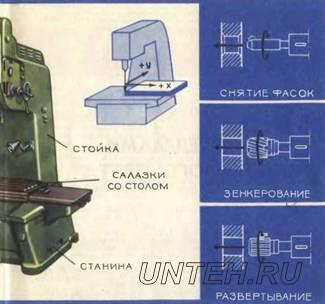
Станок, который вы видите на рисунке (стр. 32—33), относится к подгруппе координатно-расточных станков. Его станина служит основанием для стойки, несущей шпиндельную бабку, а также и для салазок со столом. Шпиндель вращается и, кроме того, ходит по вертикали. Стол также может перемещаться продольно и поперечно. Вот и все. Вроде бы не сложно устройство станка. Но это только кажется.
Координатно-расточные станки предназначены для обработки отверстий, которые должны быть чрезвычайно точно расположены в пределах 0,005— 0,001 мм относительно поверхностей. На этих машинах можно фрезеровать плоскости, а также использовать как измерительные машины. Вот как высока точность современных станков. Это сразу же меняет дело: требования к конструкции станков и к их эксплуатации возрастают. Простейший расчет убедит вас в этом.

Температура помещения, где работает станок, вдруг увеличилась на один градус. Было 20° (как положено), стало 21°. Прикинем: температурный коэффициент линейного расширения стали — 0,000015, расстояние между центрами двух отверстий детали — 1000 мм. При температурном скачке оно увеличится на 0,0105 мм. А это уже авария: допуск на точность расстояния между любыми отверстиями — 0,003 мм. Приходится поэтому рядом со станками ставить специальные установки, которые могут поддерживать температуру в помещении в пределах 20°±0,2°. Пожалуй, немного найдешь даже научно-исследовательских установок, столь капризных!
Теперь познакомимся поближе с координатным методом разметки. Вы знаете, что для того, чтобы зафиксировать месторасположение точки на плоскости или в пространстве, вводятся различные системы координат. Основными среди них можно считать прямоугольные и полярные. Так вот, на чертеже, который получает рабочий, система отверстий для сверления дается в прямоугольной или полярной системе координат. Оси координат, относительно которых заданы центры отверстий, совпадают с базовыми поверхностями деталей. (База — это поверхность, линия или точка, или их совокупность, относительно которых определяется положение других поверхностей, линий или точек данной детали.) Базы подразделяются на- конструктивные, сборочные, технологические и контрольные. Ознакомившись с чертежом, рабочий тщательно устанавливает деталь на рабочем столе. От этого зависит очень многое, даже небольшой перекос детали может вызвать недозволенный перекос всех осей будущих отверстий. При установке деталь располагается так, что ее координатные оси параллельны координатным осям станка.
Да, в каждом координатно-расточном станке имеется вполне определенная точка, принятая за начало координат, и вполне определенное направление осей координат. Причем ось шпинделя проходит через начало системы координат станка. По оси X перемещается стол, по оси Y — салазки стола (см. рис.).

После установки детали начинается кропотливая работа: определяются координаты отверстий уже в системе координат станка. Здесь и приходят на помощь отсчетно-измерительные устройства. Составляются также таблицы координат. Они помогают рабочему установить, на какие расстояния и по каким направлениям он должен перемещать стол и салазки стола. Ведь необходимо совместить ось шпинделя с осью будущего отверстия. Видите, как важно знать математику, чтобы стать мастером координатно- расточного станка.
Кроме координатно-расточных, к этой группе относятся вертикально- сверлильные, одношпиндельные, многошпиндельные полуавтоматы, радиально-сверлильные, расточные, алмазно-расточные и горизонтально-сверлильные. На таких станках работают настоящие мастера своего дела. Многие из них вносят немало усовершенствований и в устройство и в геометрию инструментов, с которыми имеют дело. В. Шаров, Н. Прокопович создали сверла для скоростного сверления, А. В. Антропов, заслуженный изобретатель СССР, создал множество хитроумных приспособлений, облегчающих работу на координатно-расточных станках. И таких гроссмейстеров сверления очень много.